➲ Melt Flow Index (MFI) also referred to as Melt Flow Rate (MFR) is the measure of ability of a melted polymer to flow under a particular pressure.
➲ In short, we can say Melt Flow Index (MFI) or Melt Flow Rate (MFR) is a measure of ease of flow of melted plastic and represents a typical index for quality control of polymers.
_____________________________________________________
⏩ Author – JAGADISH ATOLE
_____________________________________________________
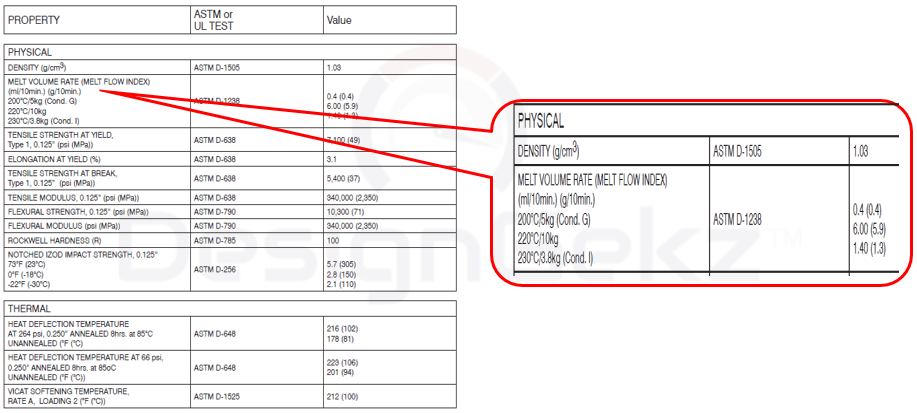
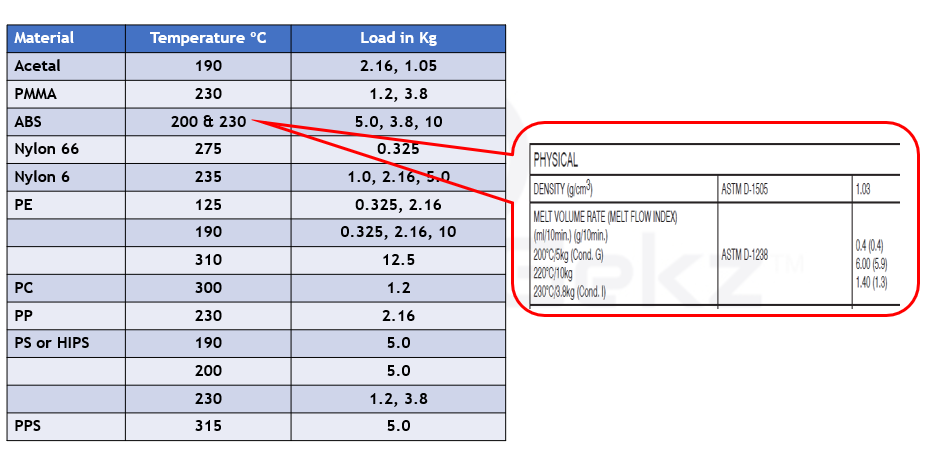
➲ On polymer technical data-sheets (as shown in fig.1), you might have seen melt volume rate of melt flow index (MFI) values mentioned with some temperature and weight value.
⏩ Melt Flow Index table of polymers
_____________________________________________________
⏩ So, what is this Melt Flow Index (MFI)?
➲ Melt flow index is a measure of ease of flow of the melt of a thermoplastic polymer and it is defined as the weight of polymer in grams flowing in 10 minutes through a die of specific diameter and length by a given weight at given temperature or it is defined as “the measurement of the rate of extrusion of molten resin through a die of specified length and diameter under prescribed conditions of temperature and pressure in 10 min.” The unit of MFI is gm/10 min.
➲ Basically, MFI is the measure of the ability of a melted polymer to flow under a particular pressure and it is one of the most frequently used test to provide quick index of processability and product quality control.
➲ The melt flow index tester helps us to evaluate the flow properties of molten plastics as MFI acts as an indicator of the flowability of thermoplastic materials.
➲ There are many researchers that established a relationship of melt flow index with several mechanical, chemical and thermal properties such as yield stress and viscosity.
_____________________________________________________
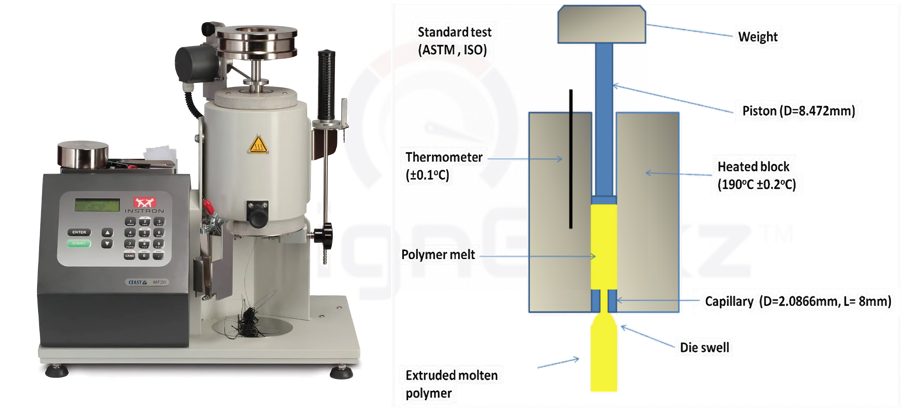
⏩ The Test Setup of Melt Flow Index Tester:
➲ The test setup of melt flow index tester (as shown in fig.2) which is also called as extrusion plastomer.
➲ The test is performed according to ASTM D1238 standard or ISO 1133 for determination of the melt mass flow rate and melt volume flow rate of thermoplastics.
➲ These two standards are used worldwide for MFI testing.
_____________________________________________________
⏩ Melt Flow Index (MFI) testing procedure:
➲ In this extrusion plastomer test, a small amount of polymer around 4 to 7 gram is taken in the apparatus. A die with an opening of typically around 2 mm diameter is inserted into the apparatus.
➲ The material is packed properly inside the barrel to avoid formation of air pockets.
➲ Then a piston is introduced which acts as a medium that causes extrusion of the molten polymer.
➲ The sample is preheated for a specified amount of time and at a defined temperature according to a material. Generally, the sample is heated above its melting or softening temperature. Standard temperature is 190° C.
➲ After preheating the sample, a specified weight is introduced onto the piston. The standard weights are 2.16 kg and 5 kg. But different weight can be used based on the material such as 0.325 kg, 1.2 kg, 2.16 kg, 3.8 kg, 5.0 kg, 10 kg, 12.5 kg and 21.6 kg as you can see in fig.1 in the technical datasheet as for 200° C, 5 kg weight is used, for 220° C, 10 kg weight is used and for 230° C, 38 kg weight is used.
➲ The weight exerts a force on the molten polymer and it immediately start flowing through the die.
➲ Then the sample of the melt is taken after the desired period of time and is weighed accurately.
➲ The MFI is expressed in grams of polymer per 10 minutes of duration of the test.
_____________________________________________________
⏩ Melt Flow index Formula is as follows:
➲ Flow rate = (m/t) x 600
Where m is mass of extruded material,
t is time of piston travel for length L in second, and
600 is conversion factor to convert it in second.
➲ The unit of flow rate is gram per 10 min. The capillary diameter of the setup is 2 mm with some tolerance value and the length is 8 mm, so from the formula we can calculate the flow rate.
➲ The melt flow index (MFI) values of some materials are mention (as shown in the fig.3). The temperature is mentioned in degree celsius and load or weight is in kg. For ABS, the temperature is 200° C and 230° C, you can observe same from the technical data-sheet (as shown in fig.3)
_____________________________________________________
⏩ But why MFI is important or why does it matter or what is the significance of MFI?
➲ The MFI is useful for quality control test on the thermoplastic materials.
➲ The reported melt flow index values help to distinguish between the different grades of a polymer.
➲ It can also be useful for other purpose like studying the relative thermal effect with respect to barrel resistance time on plastics. It will give the idea about the material that through which machine it will be processed based on the flow behaviour.
➲ The melt flow index is related to viscosity and flow rate. Based on MFI we can select a right material as per the function and application requirement.
➲ The high MFI indicates high flow rate and low viscosity.
➲ The low MFI indicates low flow rate and high viscosity.
So, in short MFI is valuable test for quality assurance and it is used for grade differentiation of materials or for identification of raw material.
_____________________________________________________
⏩ Factors Influencing MFI:
There are some factors which can influence the MFI reading or MFI value are preheat time, moisture content, packing and volume of sample.
➲ If the cylinder is not preheated for a specified length of time, then this will cause the flow rate to vary considerably.
➲ If the polymer sample contains the moisture especially a highly pigmented one can cause the bubbles to appear in the extrudate and the weight of the extrudate significantly influenced by the presence of the moisture content.
➲ The sample resin in the cylinder must be packed properly by pushing the rod with substantial force to allow the air entrapped between the resins pallets to escape. Improper packing causes variation in the test results.
➲ Any change in sample volume causes the heat input from the cylinder to the material significantly, so the volume of the sample in cylinder must be kept constant.
So, whenever we are selecting or screening the material for good process-ability and for good quality product, then focus on melt flow index or MFI value.
_____________________________________________________
⏩ Learn and master top most in demand mechanical design skills including plastic or sheetmetal design domains, NPD | NPI process, DFMEA, PPAP, GD&T (Basic & Pro), Engineering Fits, Tolerance Stackup Analysis by enrolling into Designgekz certified mentorship program – “PSPD” in “24×7 + Live Online (hybrid) mode.
⏩ Read More: https://designgekz.com/course/plastic-sheetmetal-design-professional-psdp/

________________________________________
© Designgekz Technologies Private Limited
________________________________________